细纱挡车工操作法
来源:本站 发布时间:2023/2/22 10:08:51 点击量:
正文:
1. 工作法基本精神及基本特点
(1) 工作法基本精神:
以高度的改革精神和严格的科学态度相结合,正确处理人与机器的关系,充分发挥人的积极因素,使操作符合科学管理原则,贯彻以质量为主,预防为主的精神,针对纺织生产多机台看管的特点,有规律地进行巡回,有计划地组织自己的劳动,并根据轻重缓急合理安排各项工作,主动掌握机器性能,少出白花、多纺纱,提高质量水平。
(2) 工作法的基本特点:
① 工作主动有规律:
工作中始终按着一定的巡回路线,在车弄内巡回,依次做好各项工作,掌握生产规律和机器性能,认真做好交接班工作,做到工作主动有规律,由过去的机器管人变为人掌握机器。
② 工作有计划、分清轻重缓急:
加强工作预见性、计划性、灵活性,掌握大、中、小纱断头和换粗纱时间规律,将各项工作安排到每一落纱和每一个巡回中去。工作中要区别情况灵活机动,分清轻重缓急,保证巡回时间均匀。
③ 工作交叉结合进行:
合理地组织好各项工作,把几项工作交叉结合进行,动作连贯迅速,做到即节省时间又做到效果好。
④ 加强清洁工作,做好防疵、捉疵、质量把关:
大力做好清洁工作,可降低断头,提高质量,减少纱疵,在巡回中合理运用目光,釆用结合清洁工作,防止人为纱疵;结合基本操作查机械疵点,结合巡回工作捉粗纱疵点,并做好质量把关工作,防止突发性纱疵产生。
2. 交接班工作
做好交接班工作是保证正常生产的重要环节既要发扬风格, 加强团结,又要认真严格,分清责任。要求对口交接,交班者以交清为主,为接班者创造良好条件;接班者以检查为主,认真把 好质量关。
(1) 交班工作:
按规定内容将一切公用工具放在规定地点进行交接。
交班工作应该做到一主动、二交清、三彻底、四接齐。
一主动:主动为下一班创造方便条件,主动征求接班者的意见。
二交清:把共同使用的工具交给接班者,并主动交清本班生产情况,如:断头,温湿度变化,工艺改变,品种翻改,平揩车, 钢丝圈使用及粗纱供应情况。
三彻底:彻底做好应做的清洁工作,为接班者打好基础。
四接齐:接齐断头,换齐粗纱,整理好粗纱宝塔分段和车顶板上的粗纱。
(2)接班工作:
应该做到一按时,二问清、三检查、四清 洁。
一按时:提前20-30分钟到达工作岗位,进行交接班工作。
二问清:问清上一班生产情况,如:断头,温湿度变化情 况,工艺变动,翻改品种、平揩车,钢丝圈使用及粗纱供应情况,做到心中有数。
三检查:查看机器运转情况,零件有无缺损,粗纱宝塔分段是否正常,有无错支错管,并检查上一班的清洁工作。
四清洁:做好接班前的清洁工作。
3. 巡回工作
按照一定的巡回路线和巡回规律进行工作,要做到巡回工作主动,要掌握生产变化规律,正确处理好接头、换粗纱、清洁、防捉疵点等各项工作,合理地掌握巡回时间,有计划地安排各项工作。
(1)巡回路线(见图1、图2):
采用单线巡回,双面照顾的巡回路线,按照一定的路线有规律地看管机台,在巡回中同时照顾弄档二面的断头、粗纱、防捉疵和合理安排各项清洁工作。
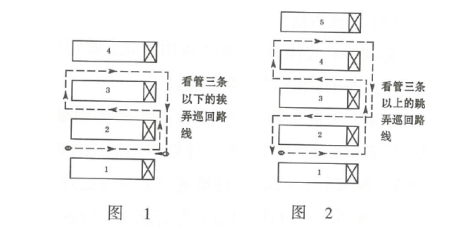 根据不同的看台数,采用不同的巡回路线,看管三条弄档以下,采用挨弄看管双面照顾的巡回路线,看管三条弄档以上采用 跳弄看管的巡回路线。
(2)巡回时间:
根据不同的看台数,采用不同的巡回路线,看管三条弄档以下,采用挨弄看管双面照顾的巡回路线,看管三条弄档以上采用 跳弄看管的巡回路线。
(2)巡回时间: 注:①直接纬纱按上表时间减少30秒。② 巡回起止:一种是起止点相同,起点也是终点,另一种是起止点分别在同一机台的车头与车尾。③ 如遇锭数过多、过少机台,巡回时间可考虑适当增减。
(3)巡回方法:
巡回时有规律地灵活运用目光,做到五看,全面照顾二面断头,注意条干、粗纱等情况。
五看:①进车弄全面看:要从近到远,从远到近,先看断头,后看粗纱使用情况,计划本巡回工作时间,如遇到紧急情况 (飘头、跳筒管、羊脚杆堵死等)及时处理。
② 车弄中间分段看:先看断头,后看粗纱,先右后左,不漏头,不漏疵。
③ 换粗纱、接头,做清洁工作周围看。做清洁工作灵活看; 打擦板时以擦板为指针,目光由近到远,再由远到近先看断头、粗纱情况,后看粗纱疵点,同时利用换粗纱、盘粗纱时及做清洁工作时的间隙看周围断头和粗纱疵点。
④ 出车弄回头看:出弄档转弯要小,目光顺着转向回头看时从近到远看清断头和粗纱情况。做到心中有数,计划下一个巡回工作(如发现紧急情况要及时处理)。
⑤ 跨车弄稍带看:在跨弄时,目光从远到近稍带看清各车弄的断头、粗纱情况,计划下一步工作。车头车尾40锭内有断头和应换的粗纱可以处理,对弄档内出现飘头、跳筒管、羊脚杆堵死等紧急情况可及时进入弄档处理。
运用以上五看,做到四个不漏。
A. 打擦板时左右不漏头。
B. 换粗纱时左右不漏头。
C. 做清洁工作时身后不漏头。
D. 进出弄档时,车头车尾不漏头。
遇邻车正在落纱和小纱断头过多时,可以进行一次反向巡回,在巡回中一般不后退,如遇有飘头,跳管或缠罗拉,缠胶辊等影响质量的情况可以退回处理。在离身后40个锭子以内有断 头也可退回处理,但不宜多用。
(4)巡回计划性:
加强巡回工作计划性,首先要有预见性、灵活性和计划性才有切实保证,每一落纱和每一个巡回是一个工作单位,要掌握断头规律,分清轻重缓急,将各项工作合理均衡的安排到每一落纱和每一个巡回中去做,减少巡回时间差异,均匀劳动强度,使工作由被动变为主动。
① 掌握断头规律,主动安排各项工作。
A. 小纱断头多,跳筒管多,可少做,不做清洁工作,集中处理断头。
B. 中纱断头少,多做一些清洁工作,如胶辗胶圈,车面及检查质量等工作。
C. 大纱时,应做好落纱前的准备工作,如扫地,运好筒管盒、扫净吸棉笛管等,还要把要换的粗纱适当提前换上,防止小纱时出现忙乱现象。
② 分清轻重缓急,处理各种断头和换纱。
A. 掌握三先三后的接头换粗纱方法:
(a) 先易后难:先接容易接的头,后处理难接的头,缩短放胶辊花时间,节约白花。
(b) 先紧急后一般:先接影响质量和断头的头,后接一般的断头,在断头特别多时,先接吸棉笛管两端的断头,其它断头有意识不接,待下次巡回再接(断头不是特别多时,不宜有意识漏头),以掌握均匀的巡回时间,当同时出现空粗纱和断头时,应先接头,后换粗纱,遇到快要空的粗纱和断头时,粗纱在五圈之内,应先换粗纱后接头(粗纱在五圈以上的先接头后换粗纱)。
(c) 接头要先右后左、换粗纱要先左后右:相邻几只锭子同时断头,应先接右边的断头,后接左边的断头。当相邻的几只粗纱同时需要更换,则应先左后右,在左手盘粗纱即将结束时,右手拿下另一只粗纱,双手同时操作,可节约时间。
B, 几种处理难接的头和巧干的方法:
(a) 提起纱条过紧时,先绕好导纱钩再插管接头,或调换磨灭的钢丝圈。钢领发涩时可用蜡或工业甘油抹一下。
(b) 空锭时间稍长,而又接不上的断头,可调换一只邻纱接上。
(c) 满纱时,个别头难接,可在钢领板下降时接头,或采用不拔管接头。
(d) 发现钢丝圈飞掉,先拔管引纱,再套钢丝圈连纱一起挂 上,这样可减少动作,节约时间。
(e) 遇有连续几个锭子断头时,可先拔出两头纱管,再逐锭接上,这样可防止断头蔓延。
(f) 在左手拔管的同时,右手在筒管的底部清洁锭子上的回丝,以防回丝飞出,打断邻纱。
③ 加强预见性,掌握好计划性。
预见性是计划性的前提,掌握巡回时间,首先要有三个依 据:
A. 正确估计自己操作技术水平及基本操作速度的快慢。
B. 充分掌握生产情况和各种工作的规律。
C. 熟悉各部件性能。
有了以上三个依据,就能预见一轮班,一落纱,一个巡回的工作。如:
(a) 大纱时做好小纱的准备工作。
(b) 根据自己基本操作速度的快慢,预见每个巡回的工作量,接头换粗纱多,少做清洁工作,反之,则多做清洁工作。
(c) 根据其它弄档的情况,预见本弄档工作量。其它弄档断头多,本弄档少做或不做清洁工作。其它弄档断头少,本弄档可多做清洁及检查工作。
④ 根据不同的断头情况掌握巡回灵活性,采用不同的处理方法:
A. 生活好做,要抓紧时间多做影响质量和影响断头的清洁工作,加强检查,捉疵、预防生产突然变化。
B. 生活难做时,采用接接放放,拉拉穿穿(对粗纱),抬抬放放(对摇架),努力多接少放,笛管两端基本不放的方法,灵活处理断头,防止恶性循环。
C. 特殊情况,个别机台如局部断头过多,要集中精力处理断头(小纱、纬纱可以跑双巡回)。
D. 机械故障影响断头时,如羊脚杆堵塞,撑头牙失灵,应及时通知有关人员抢修,防止损失扩大。
⑤ 粗纱宝塔分段:
粗纱宝塔式分段是按照一定的顺序将粗纱组成由大而小的宝塔形式,使换粗纱工作均衡地分配在每个巡回中去完成,便于更好地组织计划全面工作。
A. 粗纱宝塔分段的形式:有同台同向式,同台异向式,单头式、间隙式等,一般以一面车为一个单位。
B. 粗纱宝塔分段控制范围,一般掌握在12-16锭内。在车头或车尾处留1-2个吸棉笛管处理粗纱筒脚。
C. 根据粗纱使用情况和每一个巡回规定的时间,合理掌握在巡回中换粗纱只数,保证分段整齐。
D. 如遇宝塔分段不正常情况,可运用掐补筒脚的方法,随时调整,防止空粗纱。
⑥ 掐补粗纱的方法:
A. 宝塔分段超出换纱范围时,应根据后面粗纱筒脚的大小进行掐补,后面筒脚大,前面补筒脚,后面筒脚小,前面掐筒脚。
B. 在前后换纱范围内粗纱出现同时走空时,可釆用掐掐补补的方法进行整理。
C. 宝塔粗纱分段换得慢时,应进行掐筒脚。宝塔粗纱分段换得快时,应进行补筒脚,如补的数量较多时,可先装一些大粗纱,再补一些筒脚,逐步进行整理。
注:①直接纬纱按上表时间减少30秒。② 巡回起止:一种是起止点相同,起点也是终点,另一种是起止点分别在同一机台的车头与车尾。③ 如遇锭数过多、过少机台,巡回时间可考虑适当增减。
(3)巡回方法:
巡回时有规律地灵活运用目光,做到五看,全面照顾二面断头,注意条干、粗纱等情况。
五看:①进车弄全面看:要从近到远,从远到近,先看断头,后看粗纱使用情况,计划本巡回工作时间,如遇到紧急情况 (飘头、跳筒管、羊脚杆堵死等)及时处理。
② 车弄中间分段看:先看断头,后看粗纱,先右后左,不漏头,不漏疵。
③ 换粗纱、接头,做清洁工作周围看。做清洁工作灵活看; 打擦板时以擦板为指针,目光由近到远,再由远到近先看断头、粗纱情况,后看粗纱疵点,同时利用换粗纱、盘粗纱时及做清洁工作时的间隙看周围断头和粗纱疵点。
④ 出车弄回头看:出弄档转弯要小,目光顺着转向回头看时从近到远看清断头和粗纱情况。做到心中有数,计划下一个巡回工作(如发现紧急情况要及时处理)。
⑤ 跨车弄稍带看:在跨弄时,目光从远到近稍带看清各车弄的断头、粗纱情况,计划下一步工作。车头车尾40锭内有断头和应换的粗纱可以处理,对弄档内出现飘头、跳筒管、羊脚杆堵死等紧急情况可及时进入弄档处理。
运用以上五看,做到四个不漏。
A. 打擦板时左右不漏头。
B. 换粗纱时左右不漏头。
C. 做清洁工作时身后不漏头。
D. 进出弄档时,车头车尾不漏头。
遇邻车正在落纱和小纱断头过多时,可以进行一次反向巡回,在巡回中一般不后退,如遇有飘头,跳管或缠罗拉,缠胶辊等影响质量的情况可以退回处理。在离身后40个锭子以内有断 头也可退回处理,但不宜多用。
(4)巡回计划性:
加强巡回工作计划性,首先要有预见性、灵活性和计划性才有切实保证,每一落纱和每一个巡回是一个工作单位,要掌握断头规律,分清轻重缓急,将各项工作合理均衡的安排到每一落纱和每一个巡回中去做,减少巡回时间差异,均匀劳动强度,使工作由被动变为主动。
① 掌握断头规律,主动安排各项工作。
A. 小纱断头多,跳筒管多,可少做,不做清洁工作,集中处理断头。
B. 中纱断头少,多做一些清洁工作,如胶辗胶圈,车面及检查质量等工作。
C. 大纱时,应做好落纱前的准备工作,如扫地,运好筒管盒、扫净吸棉笛管等,还要把要换的粗纱适当提前换上,防止小纱时出现忙乱现象。
② 分清轻重缓急,处理各种断头和换纱。
A. 掌握三先三后的接头换粗纱方法:
(a) 先易后难:先接容易接的头,后处理难接的头,缩短放胶辊花时间,节约白花。
(b) 先紧急后一般:先接影响质量和断头的头,后接一般的断头,在断头特别多时,先接吸棉笛管两端的断头,其它断头有意识不接,待下次巡回再接(断头不是特别多时,不宜有意识漏头),以掌握均匀的巡回时间,当同时出现空粗纱和断头时,应先接头,后换粗纱,遇到快要空的粗纱和断头时,粗纱在五圈之内,应先换粗纱后接头(粗纱在五圈以上的先接头后换粗纱)。
(c) 接头要先右后左、换粗纱要先左后右:相邻几只锭子同时断头,应先接右边的断头,后接左边的断头。当相邻的几只粗纱同时需要更换,则应先左后右,在左手盘粗纱即将结束时,右手拿下另一只粗纱,双手同时操作,可节约时间。
B, 几种处理难接的头和巧干的方法:
(a) 提起纱条过紧时,先绕好导纱钩再插管接头,或调换磨灭的钢丝圈。钢领发涩时可用蜡或工业甘油抹一下。
(b) 空锭时间稍长,而又接不上的断头,可调换一只邻纱接上。
(c) 满纱时,个别头难接,可在钢领板下降时接头,或采用不拔管接头。
(d) 发现钢丝圈飞掉,先拔管引纱,再套钢丝圈连纱一起挂 上,这样可减少动作,节约时间。
(e) 遇有连续几个锭子断头时,可先拔出两头纱管,再逐锭接上,这样可防止断头蔓延。
(f) 在左手拔管的同时,右手在筒管的底部清洁锭子上的回丝,以防回丝飞出,打断邻纱。
③ 加强预见性,掌握好计划性。
预见性是计划性的前提,掌握巡回时间,首先要有三个依 据:
A. 正确估计自己操作技术水平及基本操作速度的快慢。
B. 充分掌握生产情况和各种工作的规律。
C. 熟悉各部件性能。
有了以上三个依据,就能预见一轮班,一落纱,一个巡回的工作。如:
(a) 大纱时做好小纱的准备工作。
(b) 根据自己基本操作速度的快慢,预见每个巡回的工作量,接头换粗纱多,少做清洁工作,反之,则多做清洁工作。
(c) 根据其它弄档的情况,预见本弄档工作量。其它弄档断头多,本弄档少做或不做清洁工作。其它弄档断头少,本弄档可多做清洁及检查工作。
④ 根据不同的断头情况掌握巡回灵活性,采用不同的处理方法:
A. 生活好做,要抓紧时间多做影响质量和影响断头的清洁工作,加强检查,捉疵、预防生产突然变化。
B. 生活难做时,采用接接放放,拉拉穿穿(对粗纱),抬抬放放(对摇架),努力多接少放,笛管两端基本不放的方法,灵活处理断头,防止恶性循环。
C. 特殊情况,个别机台如局部断头过多,要集中精力处理断头(小纱、纬纱可以跑双巡回)。
D. 机械故障影响断头时,如羊脚杆堵塞,撑头牙失灵,应及时通知有关人员抢修,防止损失扩大。
⑤ 粗纱宝塔分段:
粗纱宝塔式分段是按照一定的顺序将粗纱组成由大而小的宝塔形式,使换粗纱工作均衡地分配在每个巡回中去完成,便于更好地组织计划全面工作。
A. 粗纱宝塔分段的形式:有同台同向式,同台异向式,单头式、间隙式等,一般以一面车为一个单位。
B. 粗纱宝塔分段控制范围,一般掌握在12-16锭内。在车头或车尾处留1-2个吸棉笛管处理粗纱筒脚。
C. 根据粗纱使用情况和每一个巡回规定的时间,合理掌握在巡回中换粗纱只数,保证分段整齐。
D. 如遇宝塔分段不正常情况,可运用掐补筒脚的方法,随时调整,防止空粗纱。
⑥ 掐补粗纱的方法:
A. 宝塔分段超出换纱范围时,应根据后面粗纱筒脚的大小进行掐补,后面筒脚大,前面补筒脚,后面筒脚小,前面掐筒脚。
B. 在前后换纱范围内粗纱出现同时走空时,可釆用掐掐补补的方法进行整理。
C. 宝塔粗纱分段换得慢时,应进行掐筒脚。宝塔粗纱分段换得快时,应进行补筒脚,如补的数量较多时,可先装一些大粗纱,再补一些筒脚,逐步进行整理。
4、清洁工作
做好清洁工作,是提高产品质量,减少断头的重要环节,必须严格执行清洁进度,有计划地把清洁工作合理地安排在一轮班每个巡回中均匀地做。清洁工作应采取“六做”、“五定”、“五不落地”、“四要求”的方法。
1.六做:
①勤做、轻做少做:清洁工作,要勤做轻做,防止飞花附入纱,量要少。②彻底做:清洁工作要做彻底,符合质量要求。③分段做:把一项清洁工作分配在几个巡回内做,如胶辊胶圈、罗拉轴承,车面等。④随时结合做:利用点滴时间随时做。在巡回中随时清洁罗拉轴承及笛管两头飞花,洋元积花,车面板,叶子板飞花,并注意上绒辊的灵活回转。⑤双手做:要双手使用工具进行清洁,如打擦板,扫笛管、捻车面、揩摇架、捻胶辊等。⑥交叉结合做:在同一时间内,两手同时交叉进行几项工作,如扫吸棉管的同时可打擦板。
2.五定:
①定内容:根据各厂具体情况,定出挡车工清洁项目。②定次数:根据不同号数,不同机型,不同要求,不同环境条件,制定清洁进度。③定工具:选定工具既要不影响质量,又要使用灵活方便。④定方法:以不同形式的工具,采用捻、揩、刷、拿、拉、扫等六种方法。⑤定工具清洁:根据工具形式,清洁内容,清洁程度,决定工具清洁次数,不要吹、扇、拍打,以防止工具上的飞花附入纱条。
3.五不落地:
做清洁时,要做到“五不落地”即白花、回丝、粗纱头、成团飞花、管纱不落地。
4.四要求:
①要求做清洁工作时,不能造成人为疵点和断头。②要求清洁工具经常保持清洁,定位放置。③要求注意节约,做到五不落地四分清。④要求空管整齐,周围环境干净。
5.清洁方法与使用工具:
①采用揩的方法:A.粗纱架洋元,用绒拍单手轻揩。B.摇架:用两只绒拍,双手揩清,或一只绒拍,一只小菊花扦,一手揩,一手捻。C.钢领板:用海绵或绒拍,利用大拇指侧面在钢领板上面,其余四指握成拳式形状在钢领板侧面人朝前走,手在后面将钢领板揩净。D.叶子板:擦板要轻打,随时拿清擦板下面飞花,防止飞花附入纱条(自动擦板要勤拿擦板下面飞花)。②采用捻的方法:A.车面:用40公分长花衣棒。操作时右手拿花衣棒从笛管中间伸进,左手在前,右手在后,从左到右,由外到里,花衣要卷的紧,然后用左手挡住纱条右手抽出花衣棒。B.胶辊胶圈:用电动胶辊机或竹签由上到下,由里到外,捻净胶辊,勤拿针头飞花,防止针头花衣夹入牵伸部件。C.罗拉、罗拉轴承:用电动胶辊机或竹签捻取,勤拿针头飞花,防止飞花附入纱条。③采用刷的方法:A.笛管:用猪棕一字刷运用手腕力由下而上刷清笛管,要求毛刷上不碰绒辊,下不碰车面叶子板。或用猪棕扇刷,要求上不碰绒辊,下不碰叶子板。B.罗拉轴承,罗拉座:用猪棕小刷子。右手拿小刷子,人体稍向左侧倾斜,左手紧凑,勤拿小刷子上的飞花,防止附入纱条(或用30公分花衣棒)。④釆用拿的方法:罗拉沟槽飞花,擦板下飞花,洋元积花,车肚花,摇架轴挂花等及时拿清(擦净油手)。⑤釆用扫的方法:
根据地面清洁情况可灵活掌握扫地次数。但落纱前必须扫净地面。
五、防疵、捉疵、把关
防疵,捉疵、质量把关是提高产品质量的重要方面,在一切操作中要贯彻“质量第一”的思想,积极预防人为纱疵。在巡回中要合理运用目光,利用空隙时间进行捉疵。做好以防为主,查捉结合,保证产品质量。
1.预防人为疵点,做到五个防:
①防换粗纱疵点:提高包卷质量。要将粗纱表面包括斜面的飞花拿清,包卷后注意纱尾不盘上粗纱,不空粗纱。
②防接头疵点:提高接头质量,接头前要做到三查:查粗纱、集合器、条干。接头时遇到白点,要拉掉重接。飞花回丝不附入纱条,绕罗拉,绕胶辊的同档头要打断拉净。油污手不接头(如上锭带盘,揩罗拉轴承,捻罗拉座,剥胶辊,揩钢领板,扫地等要揩净手)。③防粗经粗纬纱:拉空锭,将粗纱尾盘好,防止双根粗纱喂入。④防紧捻脱纬纱:严禁一手操作,一手提纱。⑤防清洁工作疵点:要手到、眼到。坚决执行清洁操作法,严禁飞花附入纱条,造成纱疵。
2.捉粗纱疵点,做到“二主二次”和“二清二捉”:
①接头时换粗纱时做到“二主二次”。
A.接头时以接头质量为主,捉疵点为辅,利用空隙时间捉粗纱疵点。B.换粗纱时,以包卷质量为主,捉粗纱疵点为辅,利用捋筒脚和盘粗纱的时间,左右查盘粗纱疵点为辅,利用捋筒脚和盘粗纱的时间,左右查捉粗纱疵点。②清洁工作做到“二清二捉”A.清洁工具清洁时捉粗纱疵点。B.清洁粗纱架洋元时捉粗纱疵点。③处理粗纱疵点的办法:A.凡附在纱条表面的疵点,不要掐断,只要轻轻摘下疵点,但必须防止撕乱纤维。B.卷绕在纱条中的疵点,必须掐断重新包卷。C.粗、细纱条和疵点多的粗纱,掐下重新换上一个粗纱。
3.严把四关——突发性纱疵:
①平揩车关:平揩车后或调换胶辊后,开车第一落纱内,要注意质量变化(如条干不匀,轻重纱,油污纱、管纱成形,断头等),发现异常情况,立即报告。②工艺翻改关:按工艺要求,掌握好翻改后使用的筒管颜色,钢丝圈、粗纱等情况,防止错支。③饭后开车关:开车前,要拣清因扫天窗、灯罩而附在机台和纱条上的飞花,防止造成竹节纱或断头。④开冷车关:做好开车前的准备工作,注意牵伸部件和加压情况,逐台开出后,注意掉胶圈和管纱成形,在断头多的情况下,尤其要防止人为疵点的产生。
六、掌握机械性能,防捉机械疵点
为了提高产品质量,降低断头,减少纱疵,挡车工不仅要熟练掌握操作技术,同时还必须要熟悉机械性能,做机器的主人。防捉机械疵点具体方法是掌握“一个重点”,运用“三个结合”,采用“四种方法”,以达到提高质量,降低断头的目的。
⑴防捉机械疵点,掌握一个重点,应在加强巡回计划性的基础上,针对影响条干质量,影响连续断头重点捉。⑵防捉机械疵点,运用三个结合,结合巡回工作,结合基本操作,结合清洁工作。⑶防捉机械疵点,运用四种方法:在巡回中运用眼看、手感、耳听、鼻闻的方法。
1.结合巡回工作防捉机械疵点:
A.上看粗纱疵点,看到粗纱打顿和涌纱现象,查粗纱吊锭。B.下看断头,看到罗拉吐出纱条有明显节粗节细时,查牵伸部分或粗纱不良,看到纱条呈一线状时,查导纱钩起槽。看到气圈歪斜或忽大忽小时,查锭子、导纱钩位置不正,钢领起浮,钢丝圈用错,隔纱板松动,筒管毛糙,粗纱用错等。C.巡回中听到“吱吱”声,查锭子,胶辊缺油;听到“嗡嗡”声,查滚盘损坏;听到“咯咯”声,查车头牙啮合过紧或损坏等。D.巡回中闻到焦味,查皮带盘皮带松驰,锭带绕滚盘。
2.结合基本操作防捉机械疵点:
A.拨纱时手感管纱粗硬,查后胶辊不到位,加压失效,胶辊缺油,粗纱绕后罗拉,粗纱不穿喇叭口,粗纱双根喂入,钢丝圈太重,锭带滑上锭塔等。手感管纱松烂,查锭子缺油,有钢丝圈太轻,粗纱不良,锭带松驰或滑出锭盘,锭子上或筒管内回丝多等。
B.找头时,眼看管纱斜面有羽毛现象,查钢领毛糙起浮,钢丝圈用错或磨损,歪锭子,钢领板不平整,纱条跳出集合器,清洁器失效,隔纱板毛糙等。C.引纱时,眼看引出纱条有条干不匀竹节现象,查牵伸部件喇叭口堵死、歪斜、须条跑偏、集合器破损、积花、内夹杂飞花、纱条跳出集合器,下胶圈积花、胶圈裂损、变形、内夹杂质飞花团、胶圈变形、抖动、没有胶圈、罗拉抖动及粗纱不良等。下胶圈跑偏、缺少、损坏、变形、尼龙塞块装反、缺少、用错、张力盘变形、堵塞、不落槽、胶辊脱壳等。D.提纱时,手感吊紧,查锭子歪斜、摇头、钢领起浮、毛糙、钢丝圈磨灭、导纱钩、叶子板不正、清洁器碰钢丝圈、隔纱板毛糙等。E.接头时针对各种不同断头现象追踪检查:发现钢丝圈带花,查清洁器失效等,发现飘头,查笛管眼子发毛和通道阻塞;发现凸纱,查羊脚堵塞,钢领板打顿等;发现跳筒管,査锭子或筒管不良,锭子上有回丝等;整台成不良的纱,查撑头牙翻身。
3.结合清洁工作防捉机械疵点:
A.清洁摇架,查看粗纱不穿喇叭口或堵塞。
B.清洁笛管,注意笛管眼发毛和通道阻塞,位置不正等。C.清洁胶辊、胶圈,查看上销严重抖动,集合器缺损翻身,跑偏或堵塞等。D.处理方法:为了及时处理机械疵点,除了那些不用工具,不沾油污,费时不长,而挡车工能处理者外,原则上机械疵点由挡车工打出信号牌,对损坏的机械部件做好记号,由修机工进行处理。如遇紧急情况应立即通知有关人员抢修。本文由新疆合创棉业有限公司发表。转载此文章须经作者同意,并请附上出处(新疆合创棉业有限公司)及本页链接。原文链接:http://xjhcmy.com/?Article1450/2125.html

 扫一扫手机客户端
扫一扫手机客户端
 公网安备 66060002000070号
公网安备 66060002000070号